Plasma
Post feed rate issue
Closed
BugJoel Steiner8 days agoEdited21 comments
LinuxCNC QtPlasmaC post
- Nest some parts and generate g-code and post to file.
- Nest some more parts, and post to another file
The 2nd time I post, I invariably get 250 inches per minute feed rate. I am using a tool that's supposed to be 90 ipm but JetCAD insists on posting 250 ipm.
21 Comments
showing 21–21 of 21Travis GillinStaff7 days ago
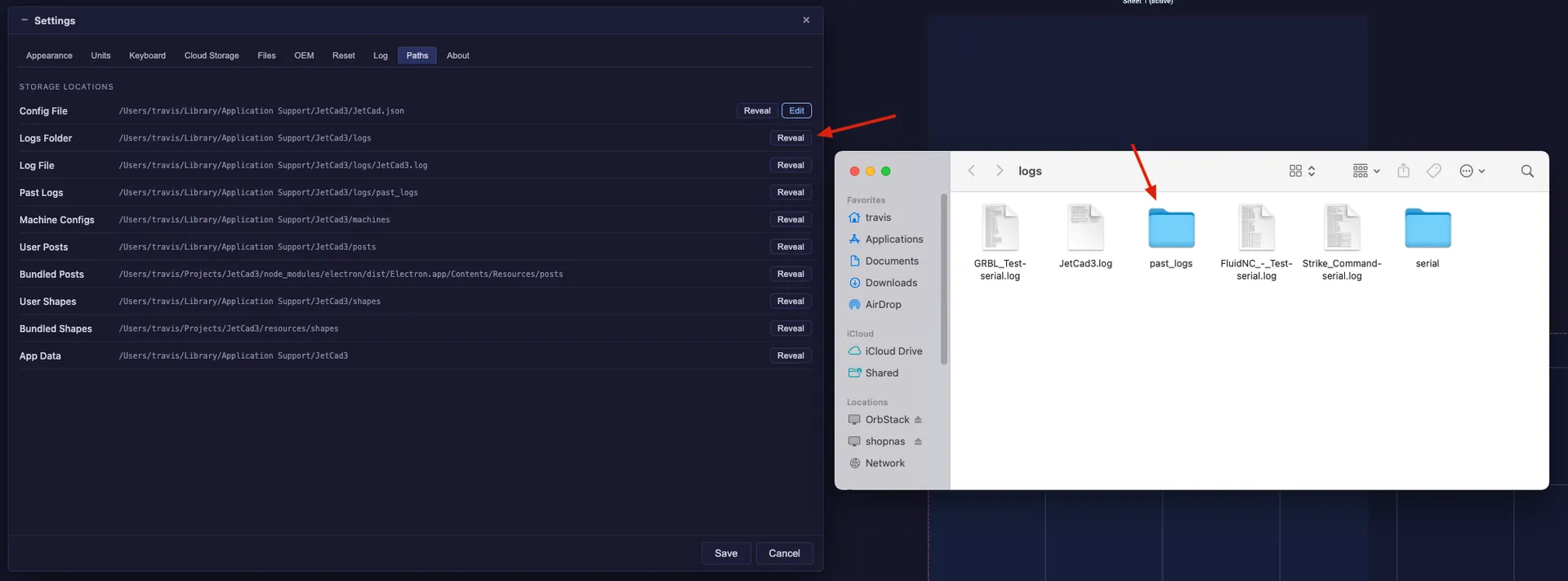
No problem! I've been wanting to figure out the slow loading problem with QtPlasmaC since you first mentioned it but just needed more data. I'm glad we're matching their convention now on the hal pin based feed setup now too.
Looking forward to digging into your other issue which is the LinuxCNC nesting problem you had. A look at the log from that day may possible shed some light on the situation.
Sign in to leave a comment or vote.
Sign In